微信:love5207758扫一扫 咨询厂家报价
KM-500W手持激光焊接机
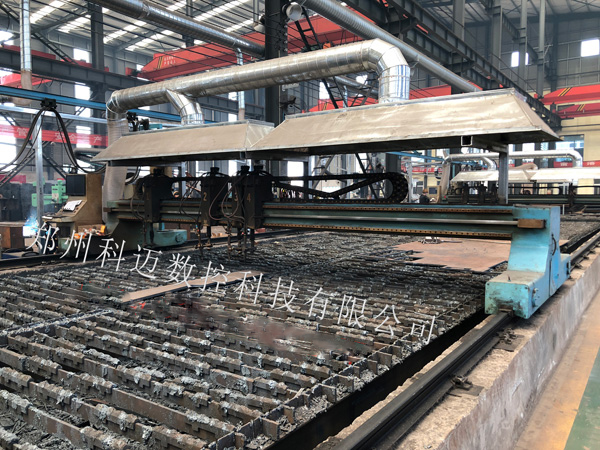
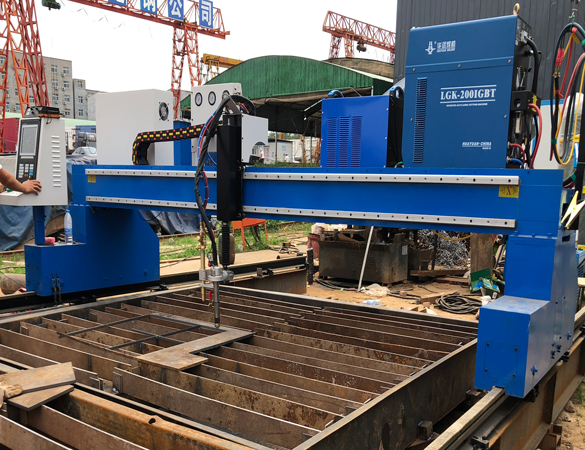
3米宽龙门数控等离子切割机
华远LGK-100等离子切割机
华远LGK-120等离子切割机
便携式数控等离子切割机
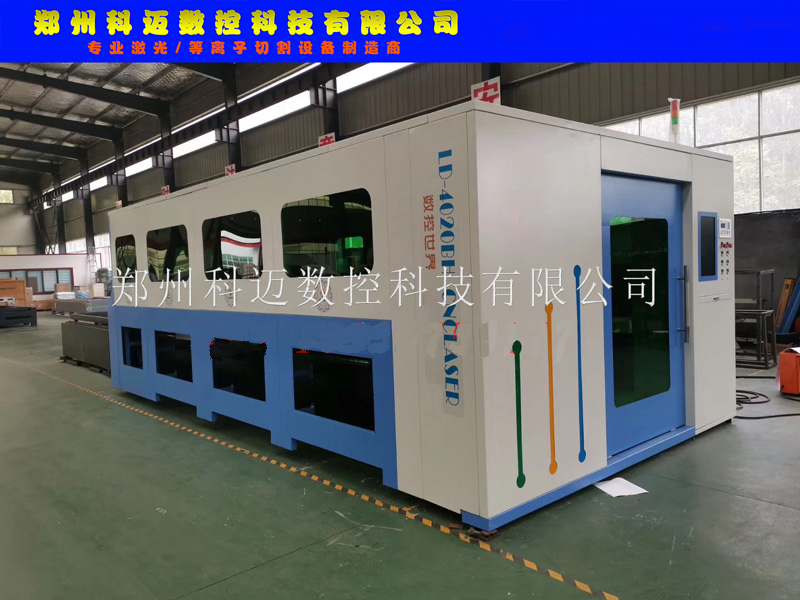
大功率金属激光切割机(带大包围和交互
小型数控相贯线切割机
数控等离子切割机
文章导读:这里主要介绍了一下数控等离子切割机在实际使用中经常被操作工问到的问题,在这里总结一下希望对你有用。
一位开封的朋友评论:这篇文章很有用,我刚开始学数控切割机,我说怎么切割出来的东西质量不好呢! 一位洛阳的朋友评论:等离子切割出来有坡口,难免的,配一把好点的割枪会好很多。