微信:love5207758扫一扫 咨询厂家报价
KM-500W手持激光焊接机
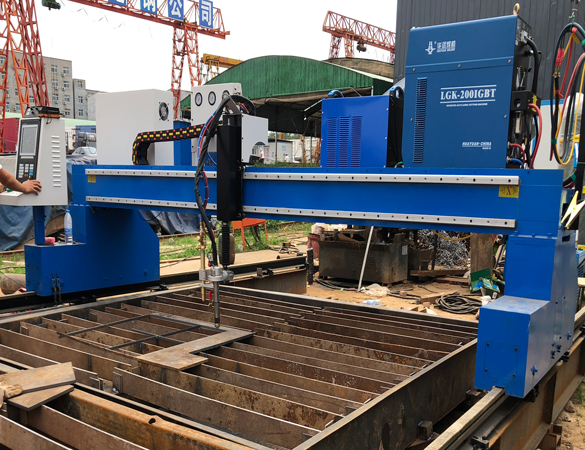
3米宽龙门数控等离子切割机
华远LGK-100等离子切割机
华远LGK-120等离子切割机
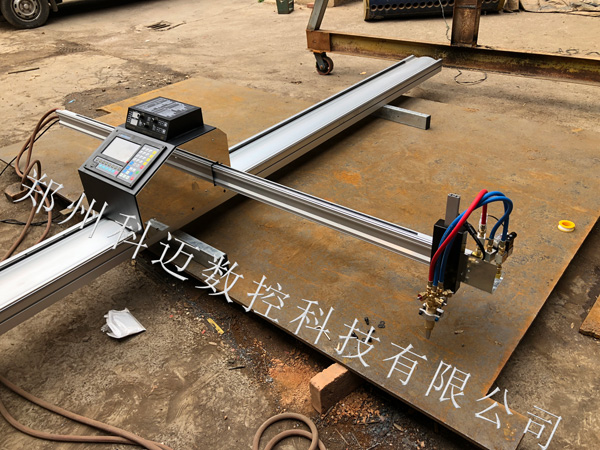
便携式数控等离子切割机
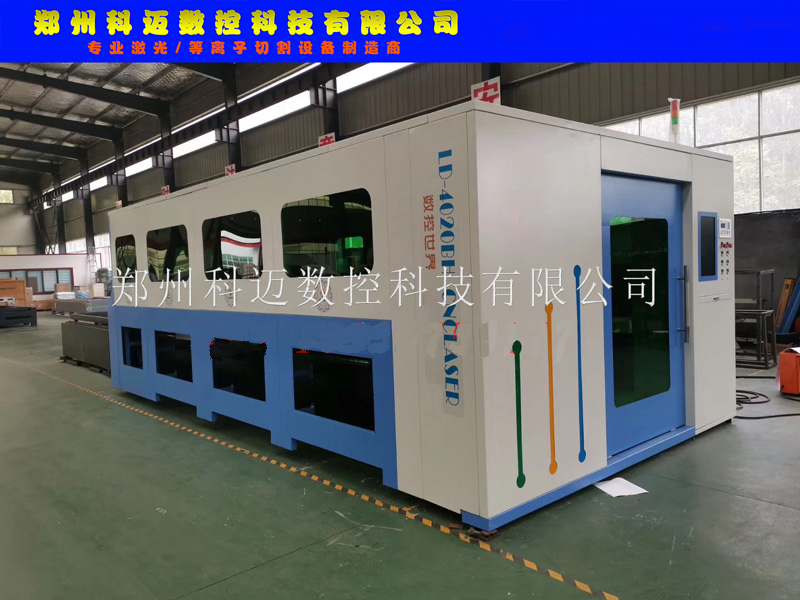
大功率金属激光切割机(带大包围和交互
小型数控相贯线切割机
数控等离子切割机
文章导读:数控等离子切割机切割面倾斜角度和被切割板材的材质和使用的等离子电源功率、质量有关系。比如使用等离子切割铝、钛合金等质地较软的金属时,切面平整度较差。切割碳钢板时平整度基本等同于火焰切割但倾斜角度较大。
来自石家庄的朋友说:等离子切割厚板的时候坡口确实太大了,我们厂都放弃用等离子了直接用火焰切割稳妥。 来自邢台的朋友说:其实还行,我们用的是精细等离子切割机,切割25以下的坡口看着还行,满足我们正常使用。